森林經營管理的過程中,林木撫育的工作極爲重要,但一方面由於勞務費的高昂及林產品價格低迷的情况下,營林者往往疏於管理森林,根本談不上造林地實施疏伐作業,即便實施疏伐作業,基於利不及費為由將疏伐之小徑木,彎曲木,根曲木任意的棄置於林地,任其腐爛實屬為惜。
木材是提供人們生活的天然良好資材,若經高度製材技術的鋸切、層積膠合加工,最後裁切成板材可供多樣用途。
台(梯)形集成材 日本為例,開始於1980年代,由於部分的縣分有廣大面積的檜木造林地,於從事撫育作業時產出之疏伐木中未逹建材之製材標準之小徑木、彎曲材、根曲木,往往多打成木片利用為多,木材加工業者為了提升小徑檜木疏伐木的利用價值,提高利用率及開拓新用途,着眼於結合高度製材技術及膠合技術硏製了今日市面上流通的台形集成材。
台形集成材是利用疏伐之小徑木、彎曲木、根曲木(三者以下之本文簡稱原料木)(圖1) 鋸断成小段材(60~66cm)後,將直徑相近者,經系列鋸切、膠合加工及鋸板等工序而完成,不失爲原料木可行而有效利用的途徑之一,台形集成材之製造目前廣泛使用於檜木及柳杉疏伐之原料木。


圖1 小徑木,彎曲木,根曲木
1.台形集成材的特徵
台形集成材係造林地在撫育過程中,於疏伐作業產出原料木,經高度製材技術及並經膠合加工而成的製品。由於製品充分呈現木材天然纹理之美,常大量的被使用於室內裝修之內裝材料及各種家具的製造,並且為大眾所接受與喜愛
簡言之將將上述之原料木中直徑接近者鋸断成一定長度(60~66cm)並作台形鋸切加工(圖2),後將木表/木裏交互配置組合(圖3),可相互抵消翹曲應力,以避免膠合後板面之翹曲(圖4),此種木表/木裏理交互配置膠合的方式(圖5),由於製板有較大的膠合面積除有良好的膠合性外,可保持製板表面的平整。
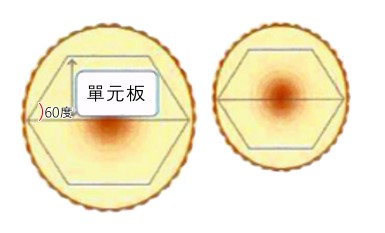

圖2小徑木.弯曲木,根曲木等之鋸切台形單元板模式 圖3台形單元板之配置圖
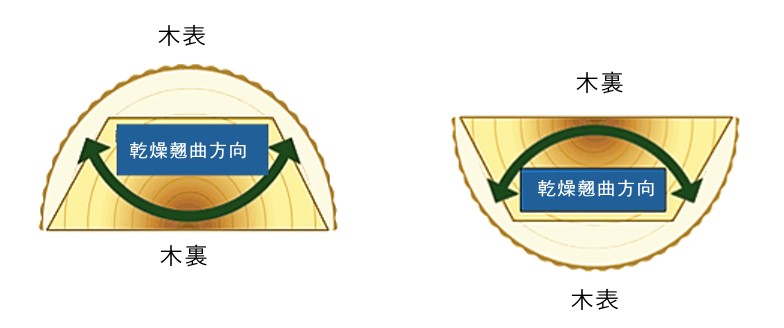
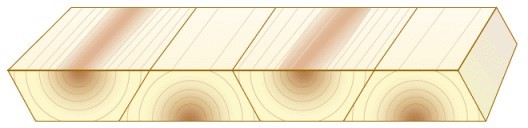
圖4單元板乾燥時之翹曲示意圖 圖5台形板之 木表/木裏交互配置膠合
2.提高小徑木的利用率
可提高小徑木,彎曲木及根曲木的利用率:檜木林,柳杉林之疏伐原料木(末徑12cm以下)為原料木製造台形集成材,其目的在提高疏伐木之利用率,以增加經濟效益。
a. 原料木直徑通常末端直徑12cm以下。
b. 彎曲木及根曲木,直接鋸切時不可能有高收率的長直的台形單元板。將相同的彎曲原料木、根曲木(如圖1右上圖)將其鋸成數段後越接近通直,於製造台形單板時可大大的提高原料木的利用率。
c.提高原木利用率以減低廢材率:普通製材利用法(圖6左圖)之廢材率為50% ,台形集成材(圖6右圖)之廢材率為20%。相同直徑的原料木,用以製造台形集成材其利用率比傳統之製材利用率可提高30%。
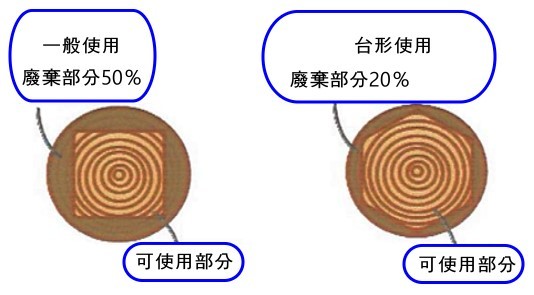
圖6 原料木一般使用與台形利用率比較
3.台形集成材的簡易製造流程
①選擇疏伐原料木(小徑木、弯曲木及根曲木)末端直徑相近者,锯切成一定的長度(60~66cm),並將其縱向锯切爲二。
②縱向锯切爲二(半割)後,鋸除其圓頂部以規整厚度。
③天然乾燥:氣乾棚中先行氣乾2~3個月。
④人エ乾燥:經天然乾燥後之氣乾材,以乾燥機乾燥到含水率10%以下。
⑤台形切削:乾燥後的木材實施台形切削(斜角60度) 及等厚加工(規整厚度)。
⑥側接:完成台形切削的台形板側面,先經布膠(使用變性聚醋酸乙烯乳膠)後拼接成寬30cm,長60cm(或66cm)之單板。
⑦熱壓:單板實施熱壓膠合。
⑧完成熱壓膠合之單板:寬30cm,長60cm(或66cm) 。
⑨指接:爲增加單板之長度,於其縱方向採用指接(使用水性異氰酸塩膠合劑) 膠合增加單板之長度。
⑩指接後之膠合單板。
⑪將完成指接後之膠合單板 層積及冷壓:指接後的長板作層積膠合(使用水性異氰酸鹽膠合劑) 。
⑫完成層積膠合:可製造長度4m寬91cm的台形層積材。
⑬製材機鋸切成板材:台形層積材以帶鋸機製材成板狀。
⑭修補處理:逐張檢查並修補缺陷。
⑮砂光加工:經砂光後完成台形板製板。
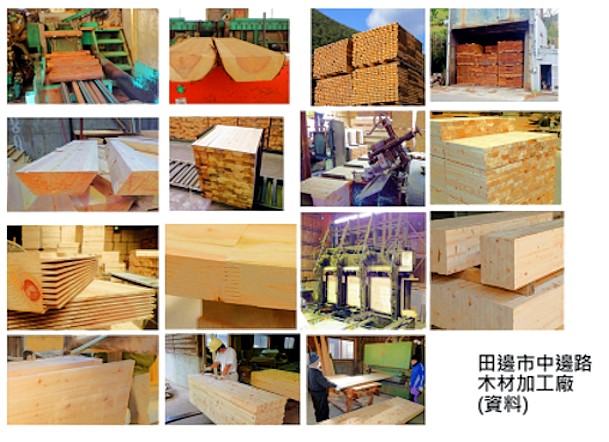
圖7台形集成材製造流程(①→⑮ 同上文)
4.台形集成材鋸板的使用
台形集成材之鋸板廣泛的利用於木構、家具、地板、壁板、室內裝修及其他用途(圖8)。

圖8台形集成板使用例
引用資料
日本 田邊市中邊路木材加工場(網頁資料)
日本 津山市津山国産材加工協同組合(網頁資料)
文章提供:黃耀富名譽教授